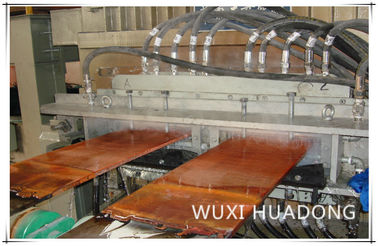
16mm Plate Strip Billet โลหะผสมทองแดงอย่างต่อเนื่อง Slab Caster Double Strand





Ⅰ พารามิเตอร์ทางเทคนิคที่สำคัญของอุปกรณ์:
| 1 | เตาหลอม: |
| 1.1 | กำลังการผลิตรวมของเตาเผา | 5.0T |
| 1.2 | กำลังการผลิตที่มีประสิทธิภาพของเตาเผา | 2.5T |
| 1.3 | เตาแรงดันไฟฟ้า | 380V |
| 1.4 | เตาไฟฟ้า | 600KW |
| 1.5 | อัตราการหลอมละลาย | 2t / ชั่วโมง |
| 1.6 | ปัจจัยอำนาจหลังการชดเชย: | 0.95-1.0 |
| 1.7 | จำนวนเฟสและโหมดการเชื่อมต่อของตัวเหนี่ยวนำ: | การเชื่อมต่อแบบอนุกรมเฟสเดียว |
| 1.8 | ความจุสูงสุดของหม้อแปลง: | เครื่องระบายความร้อนด้วยน้ำอัตโนมัติ 900KVA (380V สายเข้า, สามเฟส, |
| 1.9 | โหมดระบายความร้อนคอยล์: | น้ำระบายความร้อน |
| 1.10 | ปริมาณการใช้น้ำหล่อเย็น: | 5m 3 / ชั่วโมง |
| 1.11 | อุณหภูมิสูงสุดของเตาเผา: | 1500 ℃ |
| 2 | ส่วนเตาหลอม | |
| 2.1 | ความจุเตาหลอมที่มีประสิทธิภาพ: | 4.0T |
| 2.2 | ความสามารถในการหล่อที่มีประสิทธิภาพ: | น้อยกว่า 85 dB |
| 2.3 | แรงดันไฟฟ้า: | 380V |
| 2.4 | กำลังไฟ: | 250KW |
| 2.5 | ความจุสูงสุดของหม้อแปลง: | เครื่องเปลี่ยนถ่ายน้ำอัตโนมัติ 400KVA (380V สายเข้าสามเฟส ไม่มีภาระขั้นตอนควบคุมแรงดันไฟฟ้า) |
| 2.6 | ปัจจัยอำนาจหลังการชดเชย: | 0.95-1.0 |
| 2.7 | ความแม่นยำในการควบคุมอุณหภูมิ: | ± 8 ℃ |
| 2.8 | อุณหภูมิสูงสุดของเตาเผา: | 1300 ℃ |
| 2.9 | โหมดระบายความร้อนคอยล์: | น้ำระบายความร้อน |
| 3 | เชื้อรา | |
| 3.1 | ความกว้าง | 380- 500 มม |
| 3.2 | ความหนา | 16-20mm |
| 3.3 | วัสดุ | 1Cr18Ni9Ti สแตนเลสบุด้วยทองแดงบุช (ทำจากทองแดง T2) |
| 4 | อุปกรณ์ทำความเย็นรอง | |
| 4.1 | ปริมาณการใช้น้ำ: | 3m ³ / ชั่วโมง |
| 4.2 | แรงดันน้ำ: | 0.2-0.3Mpa |
| 5 | ถอนเครื่อง | |
| 5.1 | แรงกดสูงสุดและแรงดึง: | 50kN |
| 5.2 | ความเร็ว: | ความเร็ว: |
| 5.3 | ช่วงจังหวะขั้นต่ำ: | 0.1mm |
| 5.4 | เวลาสแตนด์บายที่สั้นที่สุด | 0.01S |
| 5.5 | เซอร์โวมอเตอร์ AC: | ซีเมนส์มอเตอร์ (11KW) |
| 5.6 | ความเร็วในการหมุนจัดอันดับของมอเตอร์: | 3000r / นาที |
| 5.7 | แรงบิดคงที่: | △ Tw = 60K Mo (ที่ 60) 70N-M |
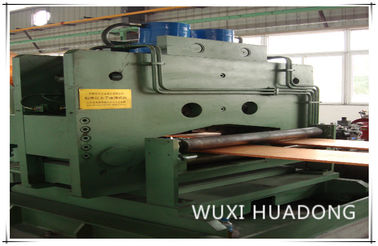
| 6 | เครื่องตัดแผ่นเหล็กคู่ไฮดรอลิก: |
| 6.1 | แรงตัด: | 600KN |
| 6.2 | ตัดความหนา: | 20mm |
| 6.3 | ความกว้างตัด: | 500mm |
| 6.4 | ความเร็วในการตัด: | 0- 5mm / s |
| 6.5 | ตัดจังหวะ: | 80mm |
| 6.6 | จังหวะการติดตามผลสูงสุดของเครื่องตัด: | 200mm |
| 7 | หน่วยเครื่อง Coiler | |
| 7.1 | พลังงาน: | 5.5KW |
| 7.2 | ความเร็วในการหมุน: | 1420r / นาที |
| 7.3 | จังหวะราง Coiler: | 800mm |
| 8 | สถานีไฮดรอลิก | |
| 8.1 | มอเตอร์ไฟฟ้าของสถานีไฮดรอลิกสำหรับเตาหลอมและเตาหลอม: | 2 × 7.5KW |
| 8.2 | กำลังมอเตอร์ของสถานีไฮดรอลิกสำหรับเครื่องถอน: | 2 × 7.5KW |
| 8.3 | มอเตอร์ไฟฟ้าของปั๊มไฮดรอลิสำหรับเครื่องตัดบน: | 2 × 11KW |
| 8.4 | มอเตอร์ไฟฟ้าของปั๊มไฮโดรลิคสำหรับ coiler: | 2 × 7.5KW |
ⅱ ข้อมูลจำเพาะ:
1. ประเภทของข้อกำหนดการหล่อ
* ความหลากหลายของการผลิต: โลหะผสมฐานทองแดง (ทองเหลืองสีขาว) ขดลวดเหล็กแท่ง
2. คุณสมบัติของขดลวดผลิตภัณฑ์สำเร็จรูป
2.1 จำนวนบิลเล็ต: 2 แถบ
2.2 ความกว้างของเหล็กแท่ง: 380mm-500mm
2.3 ความหนาเหล็กแท่ง: 16 - 20 มม
2.4 เส้นผ่านศูนย์กลางภายในของคอยล์: ขั้นต่ำΦ 600- 800 มม
2.5 เส้นผ่านศูนย์กลางภายนอกของคอยล์: สูงสุดΦ1800มม
2.6 น้ำหนักของขดลวดสูงสุด: สูงสุด: 6000 กิโลกรัม
3. รับประกันค่าความหนาต่างของเหล็กแท่ง
3.1 ความหนาของแท่งเหล็กตามขวาง: v 0.75 มม. - 0.3 (หลังการดัดแปลงแม่พิมพ์)
3.2 ความแตกต่างความหนายาวของแท่ง: <0.3 มม. (หลังจากปรับเปลี่ยนแม่พิมพ์)
3.3 การใช้พลังงานเฉลี่ยสำหรับการหลอมโดยเตาหลอม: 250-380kwh / t
3.4 การใช้พลังงานโดยเฉลี่ยสำหรับการเก็บรักษาอุณหภูมิโดยถือเตาเผา: 50-80kwh / t
3.5 แรงผลักดันและการดึงสูงสุด: 50KN
3.6 ช่วงความเร็วในการกดและวาด: 1.5-70 มม. / วินาที
3.7 ความเร็วการหล่อสูงสุดเฉลี่ย: 300 มม. / นาที
3.8 แรงเฉือนสูงสุดของแรงเฉือนไฮดรอลิก: 600KN
3.9 ความเร็วการม้วนของเครื่องม้วน: 750 มม. / นาที
ⅲ กระบวนการ:
การทำให้เป็นภาระ (ควรจะมัดกลับคืน) →เตาหลอม→การวิเคราะห์ทางเคมี→การทำความร้อนให้กับเครื่องซักล้างที่ปิดผนึก→เครื่องทำความเย็น→เครื่องทำความเย็นเบื้องต้น→เครื่องทำความเย็นรอง→เครื่องถอน→เครื่องตัด→เครื่องตัด
เลือกวัตถุดิบตามเอกสารกระบวนการพิจารณาขั้นตอนการให้อาหารตามจุดหลอมเหลวขององค์ประกอบโลหะสัดส่วนภาระของเตาและความยากของการสูญเสียจากการเผาไหม้ของออกซิเดชันและชาร์จวัตถุดิบเข้าเตาหลอม เมื่อหลอมให้เพิ่มความหนาของสารเคลือบปิดลงในเตาซึ่งจะเสริมในเวลา; เมื่อทองแดงหลอมเหลวที่อยู่ภายในเตาหลอมมีอุณหภูมิถึงระดับการแตะแล็บทดสอบองค์ประกอบของทองแดงที่หลอมเหลวภายในเตาเผา ก่อนที่จะแตะให้ทำความสะอาดปูนเม็ดในทองแดงที่หลอมละลาย หลังจากการแตะของแต่ละเตาให้เก็บทองแดงหลอมเหลวประมาณ 800 กิโลกรัมภายในเตาเป็นจุดเริ่มต้น ถ่ายโอนทองแดงหลอมเหลว (หลอมเหลวและปรับแต่งอย่างดีในห้องหลอมละลาย) ผ่านการซักที่ผนึกไว้ในเตาจับการควบคุมอุณหภูมิของทองแดงหลอมเหลวเก็บทองแดงหลอมเหลวไว้ในเตาหลอมที่อุณหภูมิหล่อและในระดับที่แน่นอน ภายใต้การกระทำของระดับทองแดงหลอมเหลวจะไหลเข้าสู่เครื่องตกผลึกและได้รับการตกผลึกเป็นแท่งทองแดงชนิดแผ่นผ่านการทำความเย็นเบื้องต้นโดยการตกผลึก ภายใต้การวาดภาพต่อเนื่องโดยเครื่องถอนเงินแผ่นเหล็กแท่งของรูปร่างที่ต้องการจะเกิดขึ้น ระบบระบายความร้อนที่สองถูกติดตั้งที่เต้าเสียบเหล็กแผ่นและอัตราการไหลของน้ำหล่อเย็นสามารถปรับได้ วัตถุประสงค์หลักสำหรับการใช้มาตรการควบคุมเหล่านี้คือเพื่อให้แน่ใจว่าอุณหภูมิการตกผลึกตลอดจนความเสถียรของพารามิเตอร์กระบวนการเพื่อให้มั่นใจในคุณภาพของผลิตภัณฑ์ การถอนตัวของแถบเหล็กแท่งนั้นเกิดจากการลากและเวลาของการวาดหยุดและย้อนกลับโดยการลากนั้นสามารถปรับได้อย่างต่อเนื่อง ควรกำหนดพารามิเตอร์การควบคุมที่เหมาะสมและปรับเวลาให้เหมาะสมตามวัสดุที่แตกต่างกันข้อกำหนดที่แตกต่างกันและเงื่อนไขคุณภาพของพื้นผิว การวาดภาพถูกควบคุมโดยโปรแกรม PLC ตระหนักถึงการกระทำของการวาดวงกลมหยุดและผลักดันย้อนกลับ
ⅳ รายการชิ้นส่วนอุปกรณ์
| เลขที่ | ชื่ออุปกรณ์ | หน่วย | QTY |
| 1 | เตาหลอมเหนี่ยวนำความถี่เชิงเส้น (รวมถึงร่องหลอมและวัสดุซับในอาคาร) | ชุด | 1 |
| 2 | แกนเหล็กเสื้อน้ำและขดลวดของเตาหลอม | ชุด | 1 |
| 3 | Tundish | ชุด | 1 |
| 4 | เตาเหนี่ยวนำความถี่แบบเหนี่ยวนำ (รวมถึงร่องหลอมละลายและวัสดุซับในอาคาร) | ชุด | 1 |
| 5 | แกนเหล็กแจ็คเก็ตน้ำและขดลวดของเตาโฮลดิ้ง | ชุด | 1 |
| 6 | แม่พิมพ์สำหรับสร้างอาคาร | ชุด | 1 |
| 7 | คริสตัล | ชุด | 2 |
| 8 | แม่พิมพ์กราไฟท์ | ชุด | 1 |
| 9 | ซีลเหล็กแม่พิมพ์ของเครื่องตกผลึก | ชุด | 1 |
| 10 | แท่งจำลอง (ทำจากสแตนเลส) | ชุด | 1 |
| 11 | จานจำลอง | ชุด | 1 |
| 12 | อุปกรณ์จ่ายน้ำหล่อเย็นสำหรับเครื่องตกผลึก | ชุด | 1 |
| 13 | อุปกรณ์ทำความเย็นรอง | ชุด | 1 |
| 14 | ถอนเครื่อง | ชุด | 1 |
| 15 | เครื่องตัดไฮดรอลิกติดตาม | ชุด | 1 |
| 16 | Coiler ที่ไม่มีแกน | ชุด | 2 |
| 17 | สายระบายความร้อนด้วยน้ำสำหรับเตาหลอม | ชุด | 1 |
| 18 | ระบบไฮดรอลิก | ชุดที่สมบูรณ์ | 1 |
| 19 | ระบบควบคุมไฟฟ้า | ชุดที่สมบูรณ์ | 1 |
| 20 | หม้อแปลงควบคุม (ไม่มีโหลดก้าว) สำหรับเตาหลอม | ชุด | 1 |
| 21 | หม้อแปลงควบคุม (ไม่มีโหลดก้าว) สำหรับการถือครองเตา | ชุด | 1 |
| 22 | อุปกรณ์ป้องกันแก๊ส | ชุด | 1 |
| 23 | เครื่องวัดอุณหภูมิอุณหภูมิพื้นผิว | ชุด | 1 |
| 24 | เครื่องมือพิเศษสำหรับหน่วยเครื่อง | | |
ⅴ วันที่ส่งมอบ:
ส่งภายใน 75 วันหลังจากสัญญามีผลบังคับใช้
ⅵ บริการหลังการขาย
1. ตัวหลักของอุปกรณ์จะมีการรับประกันหนึ่งปีฟรีและส่วนประกอบพิเศษจะถูกกล่าวถึงแยกต่างหาก
2. ในช่วงระยะเวลาทดลองผลิต (ภายใน 3 เดือนหลังจากการว่าจ้างอุปกรณ์เสร็จสิ้น) บริษัท ของเราจะจัดส่งช่างเทคนิคมืออาชีพสำหรับบริการติดตามผล
ภายในระยะเวลารับประกันหากเกิดข้อผิดพลาดเนื่องจากปัญหาคุณภาพ บริษัท ของเราจะจัดส่งบุคลากรไปยังไซต์เพื่อแก้ไขปัญหาภายใน 72 ชั่วโมงหลังจากได้รับแจ้ง
หลังจากระยะเวลาการรับประกันของอุปกรณ์หมดอายุ บริษัท ของเราจะนำเสนอโซลูชั่นที่มีประสิทธิภาพภายใน 24 ชั่วโมงหลังจากได้รับการแจ้งเตือนและจะจัดส่งบุคลากรสำหรับงานบำรุงรักษาหากผู้ใช้ไม่สามารถแก้ปัญหาได้เพียงชาร์จค่าใช้จ่ายเท่านั้น
สำหรับการยกเครื่องประจำปีของอุปกรณ์ บริษัท ของเราจะจัดส่งช่างเทคนิคมืออาชีพเพื่อเข้าร่วมผู้ใช้ในการกำหนดแผนเทิร์นอะราวด์ฟรี
ภายในระยะเวลารับประกัน บริษัท ของเราสามารถจัดส่งช่างเทคนิคมืออาชีพไปยังไซต์เพื่อตรวจสอบสภาพการทำงานของอุปกรณ์และให้บริการภาคสนาม
หลังจากระยะเวลาการรับประกันของอุปกรณ์หมดอายุสามารถเยี่ยมชมได้หนึ่งครั้งต่อครึ่งปี
3. หาก บริษัท ของเรามีนวัตกรรมและจุดปรับปรุงหรือข้อเสนอแนะที่สร้างสรรค์สำหรับอุปกรณ์ที่คล้ายกันเราจะแจ้งให้ผู้ใช้ในเวลา
Wuxi East China Furnace Co. , Ltd
สวนอุตสาหกรรม Bashi Furong No.3, Xishan District, เมืองอู๋ซี, มณฑลเจียงซู, ประเทศจีน
โทรศัพท์: +86 510 83788308
แฟกซ์: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn / joe.777@outlook.com
www.continuouscasting-machine.com / www.wxhddl.cn
 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!